- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

لیزر کٹنگ کی چار اقسام
2023-07-03
سائنس اور ٹیکنالوجی کی مسلسل ترقی کے ساتھ، لیزر کاٹنے والی ٹیکنالوجی زیادہ سے زیادہ جدید ترین ہوتی جارہی ہے۔ آج میں چار قسم کی لیزر کٹنگ ٹیکنالوجی متعارف کرواؤں گا۔
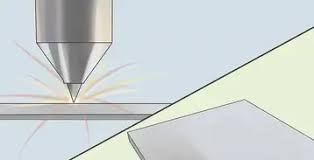
لیزر کٹنگ آج کل میٹل پروسیسنگ کے سب سے مشہور طریقوں میں سے ایک ہے۔ اصول یہ ہے کہ ورک پیس کو شعاع دینے کے لیے فوکسڈ ہائی پاور ڈینسٹی لیزر بیم کا استعمال کیا جائے، جس کی وجہ سے یہ تیزی سے پگھلتا ہے، بخارات بن جاتا ہے، شعاع زدہ مواد کے اگنیشن پوائنٹ تک پہنچ جاتا ہے۔ ایک ہی وقت میں، یہ بیم کے لیے تیز رفتار سماکشیل کا استعمال کرتا ہے۔ ہوا کا بہاؤ پگھلے ہوئے مواد کو اڑا دیتا ہے، اس طرح دھاتی ورک پیس کو کاٹنے کے قابل بناتا ہے۔
پروسیس ہونے والے مواد کی تھرمو فزیکل خصوصیات اور معاون گیس کی خصوصیات پر منحصر ہے، لیزر کٹنگ کو چار اقسام میں تقسیم کیا جا سکتا ہے۔ وہ لیزر ویپر کٹنگ، لیزر پگھلنے والی کٹنگ، لیزر آکسیجن کٹنگ اور لیزر کنٹرولڈ فریکچر ہیں۔
1. لیزر بخارات کاٹنا
ورک پیس کو گرم کرنے کے لیے ایک اعلی توانائی، ہائی ڈینسٹی لیزر بیم کا استعمال کرتے ہوئے، کٹے ہوئے مواد کا درجہ حرارت تیزی سے بڑھتا ہے، تھوڑی ہی دیر میں مواد کے ابلتے مقام تک پہنچ جاتا ہے، پگھلنے کے مرحلے کو چھوڑ دیتا ہے اور بخارات کو براہ راست بھاپ بنانے کے لیے شروع کر دیتا ہے۔ جیسے ہی بھاپ اڑ جاتی ہے، کاٹنے والے مواد میں کیرف بن جاتا ہے۔
2. لیزر پگھلنے کاٹنے
دھاتی مواد کو لیزر سے گرم اور پگھلا دیا جاتا ہے۔ ایک غیر فعال گیس جیسے کہ نائٹروجن کو ایک نوزل کے ذریعے شہتیر میں اڑایا جاتا ہے اور پگھلی ہوئی مائع دھات کو گیس کے مضبوط دباؤ میں باہر نکال دیا جاتا ہے۔ لیزر پگھلنے والی کٹنگ کا استعمال کرنے کا فائدہ یہ ہے کہ کاٹنے والے کنارے نسبتاً ہموار اور عام ہیں۔ کسی ثانوی پروسیسنگ کی ضرورت نہیں ہے، لیزر توانائی کی ضرورت زیادہ ہے اور گیس کا دباؤ زیادہ ہے۔ سٹینلیس سٹیل، ٹائٹینیم، ایلومینیم اور کھوٹ دھاتوں کو کاٹنے کے لیے موزوں ہے۔
3. لیزر آکسیجن کاٹنے
لیزر آکسیجن کاٹنے کا اصول آکسیٹیلین کاٹنے کی طرح ہے۔ یہ لیزر کو پہلے سے گرم کرنے والی حرارت کے ذریعہ اور آکسیجن اور دیگر رد عمل والی گیسوں کو کاٹنے والی گیس کے طور پر استعمال کرتا ہے۔ ایک طرف، خارج ہونے والی گیس کاٹنے والی دھات کے ساتھ آکسائڈائز کرتی ہے، جس سے بڑی مقدار میں آکسیڈیشن گرمی جاری ہوتی ہے۔ دوسری طرف، پگھلا ہوا آکسائڈ اور پگھل دھات میں کٹ بنانے کے لیے ری ایکشن زون سے باہر اڑا دیا جاتا ہے۔ کاٹنے کی رفتار تیز ہے اور یہ بنیادی طور پر کاربن اسٹیل دھاتی مواد کو کاٹنے کے لیے موزوں ہے۔
4. لیزر کنٹرول فریکچر
لیزر کنٹرولڈ فریکچر نالی میں درجہ حرارت کی تیز تقسیم پیدا کرنے کے لیے نسبتاً کم لیزر پاور کا استعمال ہے، جو ٹوٹنے والے مواد میں مقامی تھرمل دباؤ کا سبب بنتا ہے اور نالی کے ساتھ ساتھ مواد کو فریکچر کرنے کا سبب بنتا ہے۔ اعلیٰ طاقتیں ورک پیس کی سطح کو پگھلا سکتی ہیں اور کٹنگ ایج کو تباہ کر سکتی ہیں۔ یہ بنیادی طور پر ٹوٹنے والے مواد کو کاٹنے کے لیے موزوں ہے، جیسے کہ سلکان ویفرز اور شیشہ۔